You have to have a mold testing sample
Someone will tell you that a good mold doesn’t need to be tested, and that would cost you extra money, but we’ve been doing this for years. Testing is usually necessary, it will help you to find a lot of questions, we only from the technical point of view of the need to do an injection mold testing.
- Real injection mold test products are completely different from prototype making, hardness, shrinkage, flatness are different.
- The product assembly after the mold test allows you to understand the product design and assembly of the real problem.
- I Will let you know whether the gate and ejector design are reasonable.
- I Will let you know whether the design of the cooling system is reasonable.
- You can know the exhaust condition, slider, oblique roof, gas ejector, spring ejection, and other parts of the operation. Like a car, taking to the streets without a performance test is dangerous. Every new mold for an accident, the same as a new car on the road.
Injection mold testing instruction and each step


- All materials except PE/PP need to be dried before mold test. This is the standard of our mould company.
- Position the mold on the center hole of the injection molding machine and align it. Set the clamping force at half the rated capacity. In the injection molding process, if burrs occur under injection pressure, the clamping force can be gradually reduced until the burr disappears, and the service life of the Die can be obviously increased by this method.
- The opening speed, pressure, and position of the mould should be adjusted appropriately. Note that the low-pressure protection is only suitable for the new type of mould, so it is of little use to the old mould, so we usually recommend that the customer mould products should be produced in our company, and some of our peers have great problems with the quality of the mould. So mold making costs are not the cheaper the better. In the first test mode, Die slider, the ejection speed can not be too fast. For a core-pulling mold, the first to determine whether it works well. Otherwise, the Die will be damaged in the wrong circumstances, and even the whole cavity will be damaged.
- PE or PP materials are usually used to clean the barrel for viscosity and friction, respectively. The material temperature should be kept between 220 ℃ and 240 ℃. The stroke is shortened and a certain back pressure is applied.
- Condition setting / injection / pressure, speed / time / quantity / position, etc. According to product conditions, injection pressure/injection speed/quantity is set from low to high. The cooling time/injection time should be gradually shortened when the product is formed, to prevent glue and overcharge.
- Packing pressure, mainly 5~10mm packaging material, must be applied.
- In the case of a die with a straight hydraulic clamping system, the adequacy of the clamping force must be checked, and in the case of the elbow rod type, the crosshead must be checked to prevent the mould from being pushed backward during the injection process, So as to avoid the mold damage caused by the big burr leak.
- During our cooperation with foreign customers for many years, we learned that the really good quality mold is no release agent, and some products have to do the surface treatment at a later stage, No release agent is allowed.
- The parameters should be adjusted step by step according to the plastic molding product. All the parameters of the test mold should be recorded and prepared for the next test.
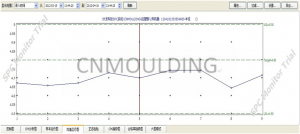
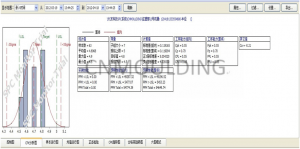
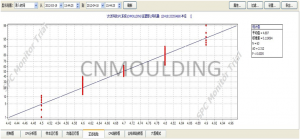
- The products should be stored in bags of different specifications, and the defects and suggestions for improvement should be pointed out. We use the CPK quality control system to complete the whole process of injection molding product quality from beginning to end.
- Pay attention to mold temperature rise. Mold temperature should be controlled by coolant or oil temperature / water temperature / electric heating tube during multiple mold operations-different mold temperature controls are selected for different materials, For example, hot mold (60 ℃ and above): nylon / PBT / PPM / PPS / PM / PM / PM / PM / PM / PM / P / NORYL and cold mold (60 ℃) PE/PP/PS/AS/ABS/PVC/PU.
- Some injection mold tests do not require cooling water, and small batch production needs to be used. After the mold is finished, the material in the barrel can be completely injected before stopping the machine. Then, apply the rust inhibitor inside the mold and clean the sundries at the same time.